| THE TOP 5 PLASTIC INJECTION MOLDING DEFECTS (AND HOW TO SOLVE THEM) | |
| Release time:2022/7/22 | |
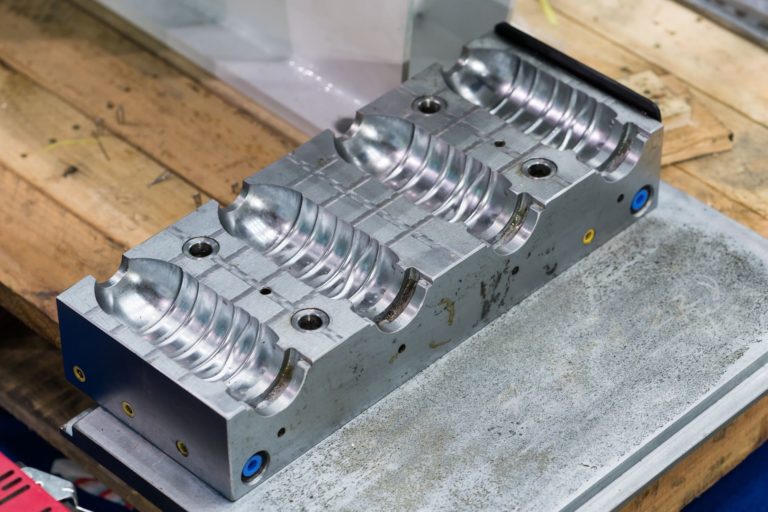
Plastic Injection molding is an art form that requires skill and knowledge to produce quality products at the highest level. The production capability of a finalized design concept has become a critical need to produce long-term success in plastic molding. With rapid prototyping gaining popularity over the last few years, it is commonly the first step when creating new designs. This requires skilled labor to mold new parts that have less molding defects. Here are the top 5 injection molding defects that can occur, and how to solve them: Flow / Weld LinesFlow lines and weld lines are lines or streaks in the final molded part. They can be off-color or discolored material compared to the intended color of the part. Most of the time they are caused by plastic resin cooling at different rates as it flows through the mold. They can occur where two sections meet in the mold, when the injection speed is too slow and allows the resin to cool too fast, or the wall thickness varies slightly between the sections meeting inside the mold. One of the most common ways to fix or prevent flow / weld lines is to increase injection speeds and molding pressure, which will ensure the molding cavities are filled fully. This will prevent the plastic resin from cooling too much before the cavity is completely filled. You can also raise the mold temperature to ensure the plastic does not cool down and cause the defects. Beyond those, you can also round edges and corners to prevent wall thickness and resin flow rate changes that can affect the cooling rate of the plastic. Sink MarksSink marks are small indention’s or depressions that can happen in thicker areas of an injection molded part. It can occur due to shrinkage of the material when cooling time is insufficient for the material to fully cool before being removed from the molding dies. Sinks marks can also be caused by low pressure in the molding cavities or too high of a molding temperature at the plastic gate. To counter-act sinking areas, the mold temperature can be lowered slightly, the mold holding pressure increased, and the cooling time increased to allow the part to cure longer in the mold before removing. If there are multiple areas that vary in thickness, equaling the thickness between parts can reduce the likelihood of sink marks. Short ShotsShort shots occur when the injection molded part isn’t complete after the molding cycle. The molten plastic does not fill the mold cavities, which results in a portion where there is no plastic. The final product becomes defective because it is incomplete. Short shots can be caused by incorrect settings on the molding machine, or the wrong plastic resin being used for the mold it is being injected to. A plastic resin that is too thick when melted may not flow completely into all cavities in the mold and cause short shots to occur. Also improper degassing or venting of the mold can cause material to come up shirt in the mold. If the material is too thick or viscous, changing the resin to something with a better flow rate may reduce the chance of short shots occurring. Increasing the mold temperature may also allow the material to flow into the hard to reach cavities. If degassing or venting is causing an issue, adding an additional vent may allow trapped gasses to escape from the mold and allow the resin to properly fill the cavities. Burn MarksBurn marks are labeled as a discoloration that appears on the visible surface of the injection molded part. They may be a dark, a black, or a dark red / rusty color on the surface when the material is overheated and burns against the surface of the injection mold. Burn marks are typically a result of too high of heat that degrades the plastic resin or too high of injection speed during the cycle. The high speed doesn’t allow air to degas properly and that trapped air can overheat the plastic flowing through the mold during injection. If the temperature or injection speed are too high for the mold and/or material, you can adjust either down accordingly to eliminate the burn marks from forming. If the mold doesn’t vent trapped air sufficiently, another vent may be added to allow air to escape. FlashingFlash is a term used for molten plastic that escapes from the mold cavity during injection molding. Typically it escapes through the parting line between the cavities halves or ejector pin locations. The flash occurs when the molding cavity halves are not held together with enough pressure to prevent plastic from escaping the mold and cooling. If the molding cavities can be held together with more pressure, it is an easy adjustment to prevent excessive flashing. If the pressure is correct, the molds may have been damaged or they are at the end of the life cycle and may need repaired or replaced. The injection speed, injection pressure, mold temperature, and gas venting can also be adjusted to affect the amount of flash during an injection molding cycle. A certain amount of flash may be acceptable to leave on the parts, or an additional step can be taken to trim the flash after the part cools if the injection cycle has been optimized. ConclusionWhile these defects may be the leading causes of components being scrapped in production, they aren’t the only issues that can arise. One of the best ways to prevent production molding issues is to work with an experienced injection molding company with capability and skill to recognize potential defects and how to prevent them. |
|
| Print this page || Closed the window |