| Surface finish of thermoplastic composites is dependant on base polymer and processing conditions | |
| Release timeЃК2021/6/16 | |
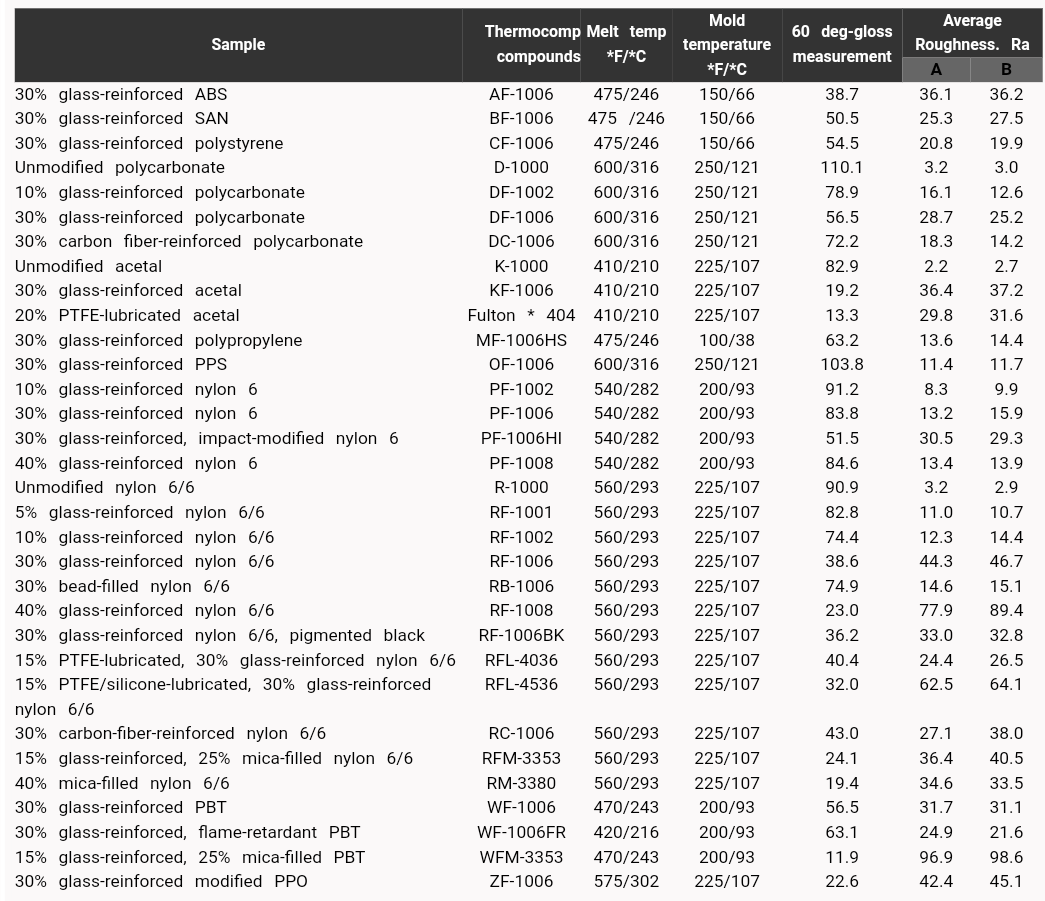
Surface finish of thermoplastic composites vary and depend upon polymers. Both aesthetics and function of a reinforced thermoplastic part are affected by surface finish variables - the type of plastics being molded, the combination of additives specified and the processing conditions that have been set. Additives to be used in thermoplastic composites will affect the surface finish. Processing techniques also determine the surface finish. Surface finish characteristics of the many thermoplastic composites available vary among polymer families. The partЁЏs aesthetics and function come into play in choosing the optimum material. Aesthetics are important in such appearance products as business machines or power tool housings. Function is a consideration in areas where a good seal between mating parts is needed. Wear resistance and coefficient of friction are also affected by surface finish in both plastics-on-plastics and plastics-on-metals applications. It is possible to predict the influence of materials selection and processing conditions on the surface finish of molded thermoplastics composites by examining a set of amorphous and crystalline polymers. In a recent study by Sabic IP, gloss and surface roughness measurements conducted on these materials indicated definite trends when the results were analyzed in relation to the standard and variable molding parameters. Gloss or specular reflectance is the attribute responsible for the shiny or lustrous appearance of a part. It is defined as the degree to which the finish of the surface approaches that of the theoretical specular-gloss standard, which is the perfect mirror, assigned a value of 1000. For practical purposes, the primary standard is a piece of polished black glass given an arbitrary value of 100. Higher glass fiber content results in lower gloss. In a study by SABIC Innovative Plastics, low glass content materials gave excellent gloss and roughness readings, approaching those of the base polymer. 30% Carbon-fiber reinforced polyamide 6/6 PC are smoother and glossier than their 30% glass fiber reinforced compounds of the same polymers. Both 30% glass reinforced PP & PPS give excellent surface characteristics. Polyamide 6 composites exhibited the best overall gloss and smoothness, no matter what the glass-fiber loading. There was essentially no sacrifice in surface finish with these composites, even at fiber loadings as high as 40%. The addition of carbon black, PTFE lubricant, mica beads and antimony oxide (particulate fillers in general) to fibrous reinforcements reduced surface roughness. It was also noted that fiber reinforced composites containing particulate fillers yielded lower surface roughness values than the analogous fiber-reinforced composites. A PTFE/silicone-lubricated, glass reinforced polyamide 6/6 composite exhibits a much rougher surface than the analogous composite without the silicone fluid additive. Silicon is possibly causing debonding in glass fiber reinforced composites. The 40% mica/glass fiber reinforced PBT material is much rougher and lower in gloss than the analogous polyamide 6/6 composite possibly due to the improved bonding between mica and a polyamide 6/6.
Effect of processing variables
|
|
| Print this page || Closed the window |